
個人で発注できちゃいました
「個人で発注できちゃいました」格安金属3Dプリントでキーキャップ金型を作る

個人で発注できる、さまざまな加工を試してみるシリーズ企画を始めます。1~数個、お小遣いの範囲でどんなことができるのか? 国内、国外問わず、メジャーなものからニッチなものまで、個人のものづくりの幅を広げてくれる加工サービスを使ってみます。
今回は金属3Dプリントを使ってキーキャップの金型を作ってみました。金属加工の発注はお高いイメージがありますが、価格は? 使える精度なのか? など実際に依頼して確かめてみました。
金型を金属3Dプリントで作ってみたい
パーツ設計時、強度を持たせたい、耐熱性がほしい、質感を出したいなどの理由で金属を使いたいことがあります。ただ、金属加工の発注は、個人でやるにはかなりお高いイメージ。ところが「最近は金属3Dプリントを中国に発注すると結構安くできる」と聞いて、気になっていました。
その時は作りたいものがなく保留していたのですが、できました、作りたいもの。キーキャップの金型です。私はキーボードにKailh Choc V1というキースイッチを使っているのですが、キーキャップの種類が少ないのが不満の1つ。3Dプリンターや、手動射出成形機+3Dプリンター型で作ってみたものの、きれいにたくさん作るのはなかなか難しい。金属型を試してみたいけど、切削の発注は少しハードルが高い……。ということで、普段使用している3Dプリンターのデータそのままで発注可能な金属3Dプリントで、キーキャップ金型を作ってみることにしました。
発注概要と完成品
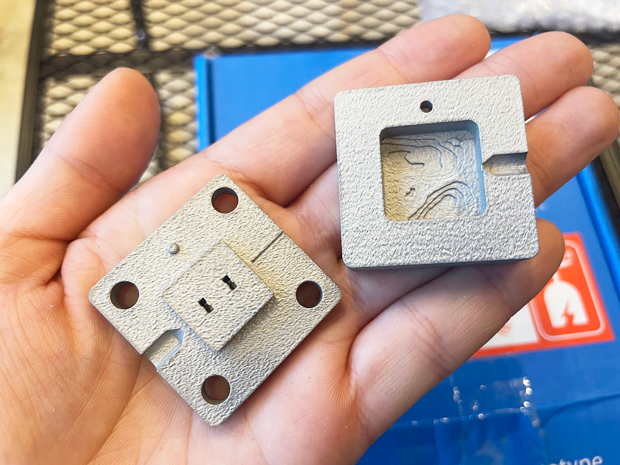
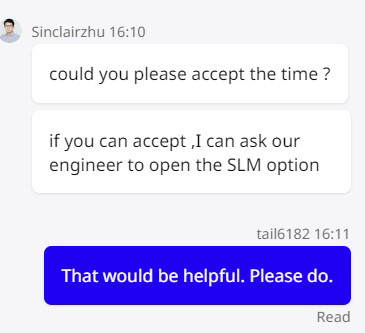
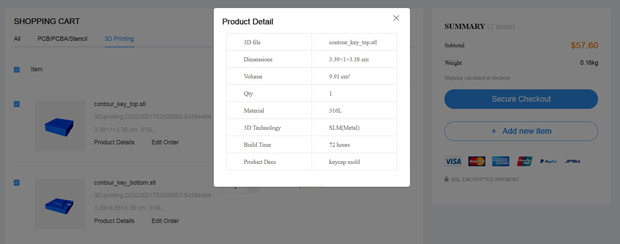
初めに発注の概要と納品物を。キーキャップの手動射出成形用の金型を、2個(金型としては1セット)発注しました。発注先はJLCPCB、素材はステンレスです。約35mm角、厚みは約10mmと8mm、重さは50gと75gでした。造形費用は合わせて57.6ドル(2023年3月時点で約7500円)、中国からの送料を足して72.42ドル(同約9500円)です。通常より受付に時間がかかったのですが(後述)、それでも発注から10日で手元に届きました。十分早いという印象です。
金属3Dプリントの発注先について
金属3Dプリントの依頼先はいくつもありますが、今回は中国の基板メーカー、JLCPCBが提供しているサービスを利用しました。見積もり、発注がWebですぐにできるという手軽さ、そして価格も安いことから選択。メジャーな3Dプリントサービスの、同じデータでの見積もり結果は以下の通りです。JLCPCBは金属3Dプリントの素材がステンレスしかないという制限はありますが、圧倒的に安いですね。また、安さを求める場合は、Alibabaから加工業者に依頼する方法もあるようです(即時見積もりができなかったので今回は利用しませんでした)。
| サービス提供元 | 素材 | 料金(送料を除く)※ |
|---|---|---|
| DMM.com※ | ステンレス (SUS316L) | 1万5778円 |
| DMM.com※ | アルミ | 2万5811円 |
| ELECLOW | ステンレス(A316L)/アルミ(AISL 10mg) | 300.00ドル (約4万円) |
| ELECLOW | チタン(Ti6A14V) | 409.65ドル (約5万4400円) |
| JLCPCB | ステンレス(316L) | 57.60ドル (約7700円) |
※DMMはチタン、真ちゅう、スチール、シルバー、ゴールド、プラチナなどの金属出力も可能
※料金は2023年3月時点、記事中の金型データ1セットの例
JLCPCBの造形方式はSLM(レーザー溶融法:Selective laser melting)方式です。金属粉末にレーザーを当て、融解させて層を作り、それを繰り返すことで形を作ります。材料や造形方式の特徴についてはJLCPCBの素材説明ページで確かめることができます。
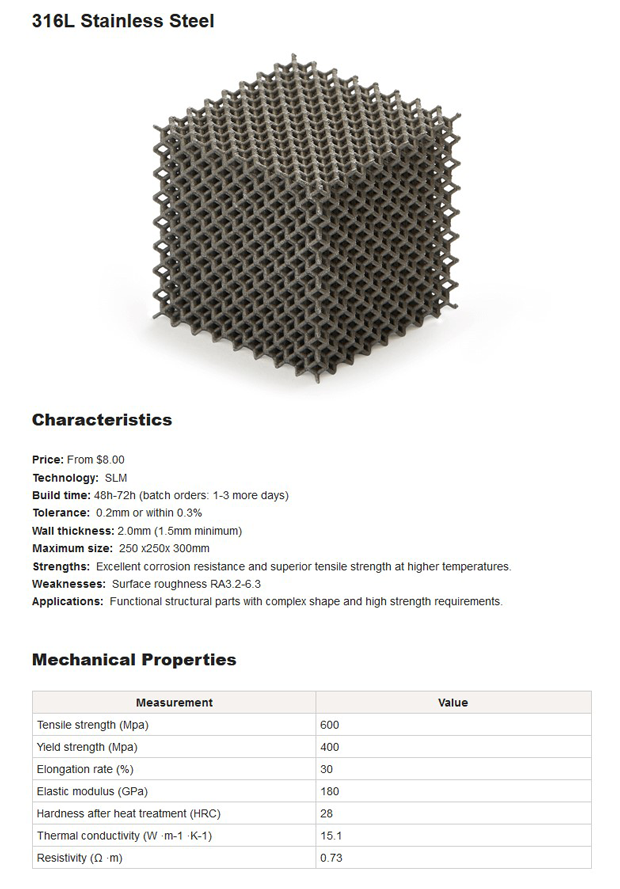 JLCPCBの素材説明ページには造形の特徴や制限、材料特性が記載されている。
JLCPCBの素材説明ページには造形の特徴や制限、材料特性が記載されている。
発注用データの作成、デザインガイドを確認すれば難しくない
STLデータで入稿できるため、基本的にはご自宅の3Dプリンター用データを作るのと変わりません。ただし、最小厚さなどのルールは存在するので、JLCPCBのデザインガイドラインを一読しておくといいでしょう。今回の依頼では、デザインルールで規定されているより小さな径の穴でも出力できましたが、きちんと出力される保証はありません。
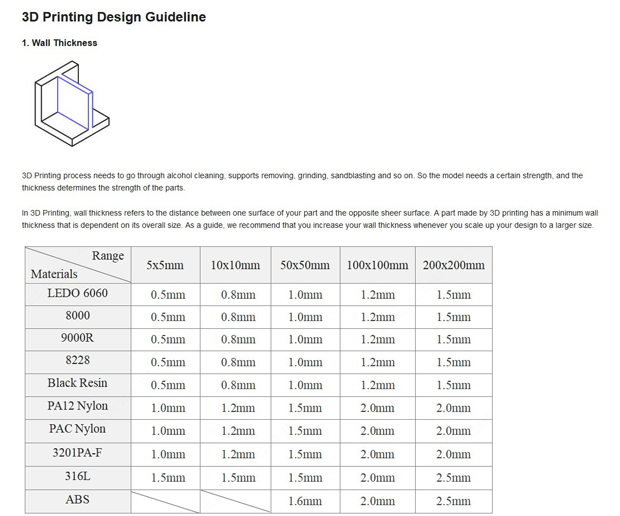 JLCPCBのデザインガイドライン。薄壁や彫刻の最小幅、はめ合わせのクリアランスなどのデザインルールが記載されている。
JLCPCBのデザインガイドライン。薄壁や彫刻の最小幅、はめ合わせのクリアランスなどのデザインルールが記載されている。
今回は等高線風のキーキャップの型を作りたいので、まずはキーキャップをモデリングします。ベース部分を作成したら、等高線のデザインを追加します。垂直な部分があると型から取り外しにくいため、若干テーパー角度をつけます。これを抜き勾配といい、ベース、デザイン共に必要です。
 ベースとなるキーキャップ型を作る。以前樹脂型で成形したときに、型の太りか樹脂のヒケによるものか、キーキャップの足がかなり緩くなったため、キーキャップの足の幅を若干太らせている。
ベースとなるキーキャップ型を作る。以前樹脂型で成形したときに、型の太りか樹脂のヒケによるものか、キーキャップの足がかなり緩くなったため、キーキャップの足の幅を若干太らせている。
 等高線はWEB等高線メーカーからダウンロードする。KMLをSVG等に変換し、CADに取り込む。余談だが筆者は昔、地図会社に勤めていたのでKMLに懐かしさを感じる。
等高線はWEB等高線メーカーからダウンロードする。KMLをSVG等に変換し、CADに取り込む。余談だが筆者は昔、地図会社に勤めていたのでKMLに懐かしさを感じる。
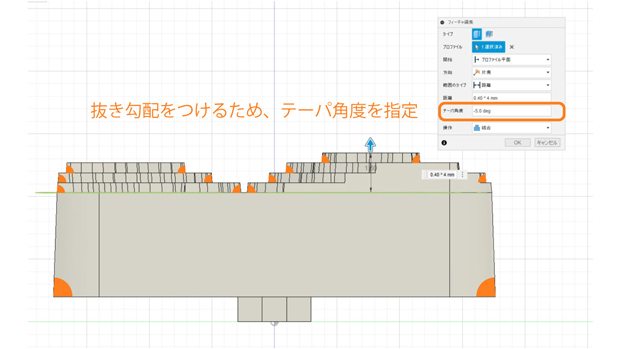 垂直だと型から抜きにくいので、抜き勾配をつける。通常0.5~2°で十分ですが、強めのシボがある場合には5°以上が推奨されます。
垂直だと型から抜きにくいので、抜き勾配をつける。通常0.5~2°で十分ですが、強めのシボがある場合には5°以上が推奨されます。
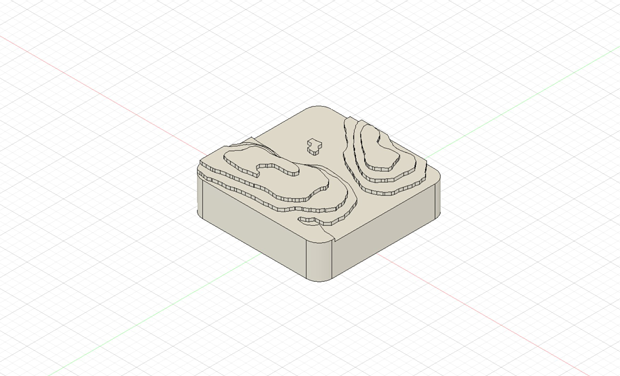 かわいい。灯台を建ててもいいかもしれない。
かわいい。灯台を建ててもいいかもしれない。
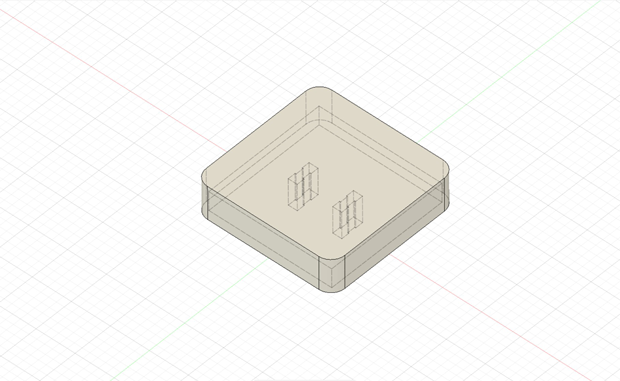
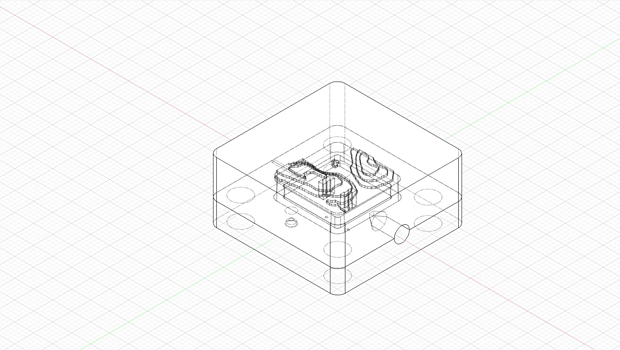
本体ができたら、キーキャップを覆うブロックから本体をくりぬいて型を作ります。体積が増えると製造費用が上がるため、ブロックはできるだけ小さめになるようにします。また、3分割の型にすると取り出しやすいのですが、パーツの数が増えても製造費用が上がるため、最低限必要な2分割の型としました。樹脂の入口となるゲートと、細かい行き止まり部分(キーキャップの足の先)に空気穴を作ります。位置決めと固定用のボルト穴を開けて出来上がりです(実はここでミスをしていました。後述します)。
発注から納品まで、イレギュラーなこともあったがスムーズ
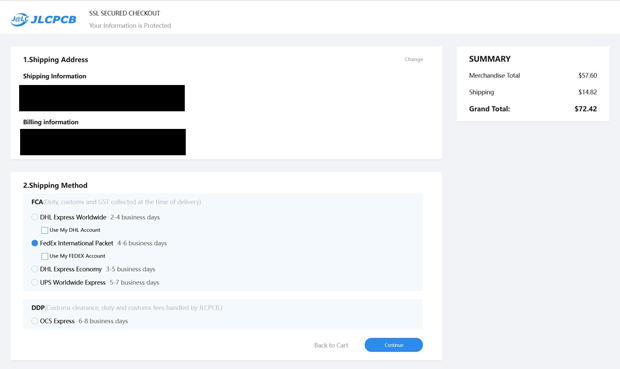
発注はとても簡単です。が、今回イレギュラーなやりとりもあったので、それも含めて発注の様子を紹介します。まず、JLCPCBの3Dプリントのページにアクセスします。3STLファイルをアップロードすると3Dモデルが表示されるので、材料やその他の条件を選びます。金属で出力したいときは「SLM(Metal)」を選びます。すると、価格が反映されるはず……なのですが、Total Price(画像の紫枠部分)が安過ぎます。樹脂と同じ値段になっているようです。
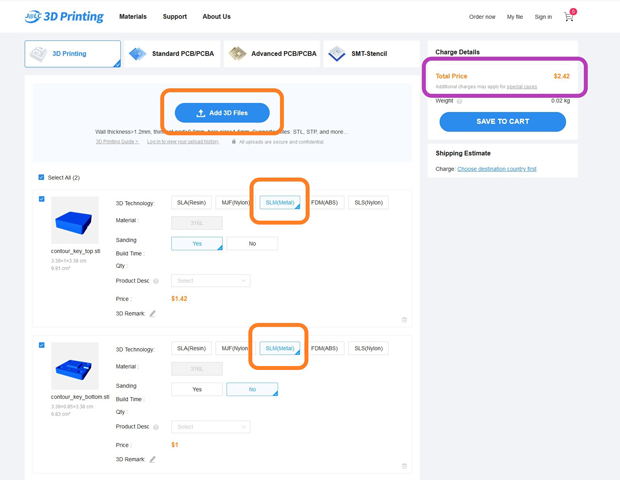
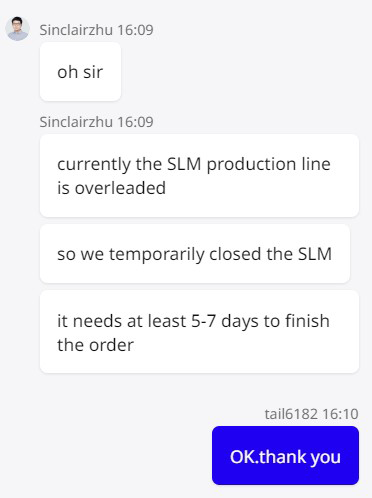
「バグっぽいけど、この値段で発注できたらお得では?」と先に進んでみましたが、注文が樹脂として受けられてしまうようです。困った、発注できないぞ。そこで、サポートチャット(よくWebサービスの右下あたりにあるやつです)に助けを求めることに。英語かなぁ、値段が変なんだけど、とか私の拙い英語で説明するのは面倒くさそうだなぁ……と思いながら「Metalのプリントを頼みたいのですが……」まで入力したら、早速チャットに返信がきます。どうも注文が多く、さばききれないのでいったん注文をストップしている状態のようです。再開するまで待つか、と引き下がろうとしたら、「少し時間はかかるが、それでもいいならあなたの注文を受けられるようにするよ」という旨の申し出が。ありがたい! とお願いし、注文してそのオーダー番号を伝えたところ、無事発注することができました。注文できないぞ、となってからここまで体感的には5分程度。対応の早さと柔軟さに驚きました。
 「Metalのプリントを頼みたいんだけど」まで入力したら返信があった。
「Metalのプリントを頼みたいんだけど」まで入力したら返信があった。
 時間がかかってもいいなら注文を受け付けるとの申し出が。ありがたい。
時間がかかってもいいなら注文を受け付けるとの申し出が。ありがたい。
 無事データを送れた。
無事データを送れた。
データを送ったら、注文品の送付手段を選びます。送料は一番安いものでもよいのですが、スピードと値段のバランスが良いFedExを選びました。約15ドル(約1950円)。
即座に製造に入るのではなく、出力可能なデータかチェックし、破損等のリスクがある場合は注文者に確認した上で製造開始します。
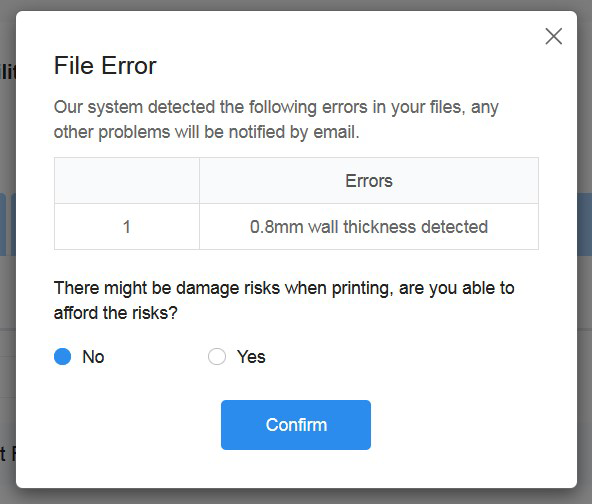
肉厚についてエラーが出ました。これはデザインルールに従っていないとどうなるのかと、あえて違反した部分を作ってみたのですが、リスクを容認すれば、モデルを修正しなくても出力自体はできるようです。
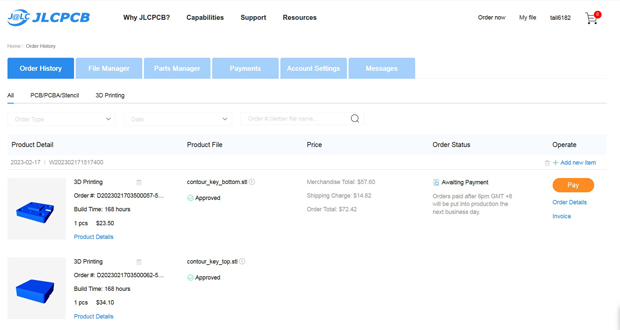
支払いをすると製造が開始されます。あとは待っていればOK。2/17に発注し、2/27に手元に届きました。発送完了メールはありませんでしたが、状況はマイページで確認できます。
納品物をチェックして使ってみる
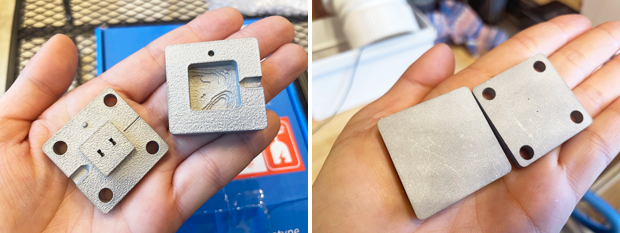
さて、届いたものを確認しましょう。ものは小さいのですが、だいぶ余裕のある箱に入ってきます。基板と同じですね。梱包はしっかりしています。

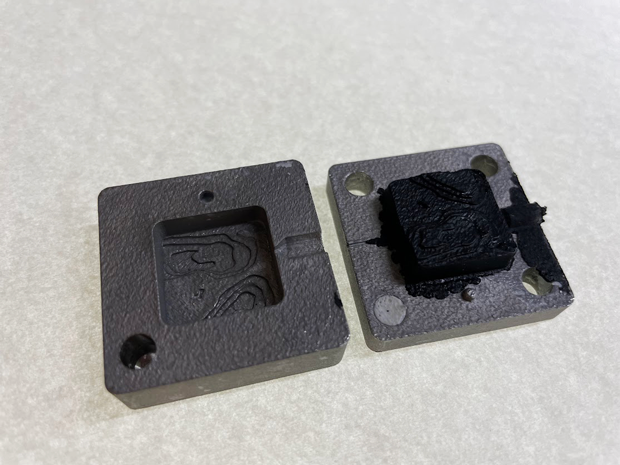
実物を取り出してみると、小さいながらもずしっとしていて、さすが金属といった感じ。表面はシボ加工されたようなテクスチャがあります。が、組み合わせたときに外側になる面はすべすべしています。これは出力時の向きによるもので、すべすべの面が底面だったのではと推測するのですが、だとするとアップしたデータの向きと出力時の向きは違うようです。また、もしかしたら後加工によるものの可能性もあります。
さて、ここでモデリング時のミスに気付きました。そう、上の型にボルト用の穴を開けるのを忘れていました。この分料金も上がっているはず。出力する前に確認を忘れないようにしましょう。
モデルと実寸でサイズがどれくらい違うか計ってみます。凹部分では0.1~0.15mm、外形は-0.055~-0.05mmの差がありました。
 データ上は1.3mmの部分。
データ上は1.3mmの部分。
多少のずれはあるものの、おおむね問題なさそうです。実際に使用してみましょう。オリジナルマインドの手動射出成形機「INARI」を利用します。樹脂のペレットを熱し、ハンドルを押すと溶けた樹脂が金型に押し込まれるという仕組みです。素材はPPとPEを使ってみました。金型を予熱し、ペレットを入れ、樹脂が溶けたら一気にハンドルを押し込みます。抵抗がありますが、力をかけて素早く押し込みます。樹脂製の射出成形型は十分に温められないため、押し込みがゆっくりだと樹脂が途中で冷えて送り込みに失敗することもあったのですが、金属の型だと予熱できる分、樹脂がスムーズに流れ、押し込みやすいように感じました。押し込み終わったら、型をすぐに射出成形機から取り外し、水で素早く冷やします。
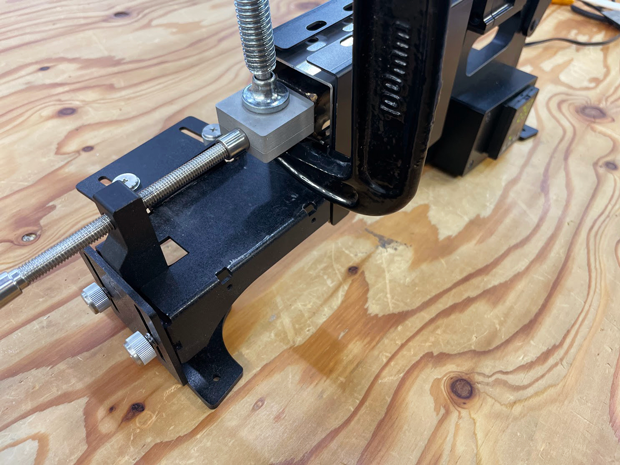 ボルト穴を開け忘れたので、万力で型の位置を固定するというアクロバティックなやり方に。
ボルト穴を開け忘れたので、万力で型の位置を固定するというアクロバティックなやり方に。

金型の熱が取れたら、いよいよ取り外しです。2つの型の間にマイナスドライバーを差し込んで隙間を作り、ゆっくり引き抜くと、しっかり樹脂が回っているようです。ただ、バリが出てしまっていますね。万力で固定したためか、表面が平滑でないためか、あるいは余分な樹脂を出す流路が狭過ぎたためでしょうか。バリ部分を引っ張り上げるようにして下の方からパーツを取り外します。この作業は難しかったので、やはり型を3分割にするか、取り外し用の穴などを開けておくと良かったと思いました。
 取り外しに失敗していくつか足を折ってしまった。
取り外しに失敗していくつか足を折ってしまった。
射出成形機の良いところは量産性です。1つ数分で作ることができます。型が1つなので何百個も作るのは大変ですが、違う色の樹脂を混ぜたものなど、いくつか作ってみました。シボ加工のような質感のキーキャップは、3Dプリントで作ったものとは質感が少し違います。

完成したキーキャップをキーボードにはめてみます。足の部分は既製品に比べるとわずかに緩いですが、簡単には外れず、問題なく使用できそうです。

金属3Dプリントは、個人製作の選択肢としてアリ
初めて金属3Dプリントを発注しましたが、想像していたよりも気軽にでき、かつ費用も抑えられました。実際やってみて特に興味深かったのは表面処理です。切削の場合、シボ加工を追加すると費用が高くなりますが、金属3Dプリントでなんちゃってシボ加工ができそうというのは発見でした。今回の用途には滑らかな表面の切削の方が適していると思いましたが、例えばキーボードの金属ケースであれば、この表面もむしろ良い味になってくれそうです。分割キーボードcorneのケースが片方で約115ドル(約14950円)でしたので、切削よりかなり安く金属ケースを作れるのではないでしょうか(一体型は、約25cm角というサイズ制限があるため難しいかもしれません)。精密さは切削に比べて落ちるので、細かく寸法を要求されるパーツを作るのには向いていませんが、作りたいものによっては良い選択肢の1つになってくれると思います。